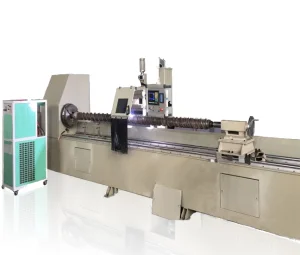
Premium automatic plasma and gantry laser systems customized for heavy steelworks, precision mold manufacturing, and mineral extraction zones throughout Vietnam.
A comprehensive analysis of laser cladding technologies, localized manufacturing requirements, and next-generation metallurgy.
Vietnam is experiencing an unprecedented industrial transformation. Rapid economic expansion in core sectors—such as steel production (Formosa Ha Tinh, Hoa Phat), coal mining (Vinacomin in Quang Ninh), marine shipping (Hai Phong and Da Nang yards), and offshore oil exploration (PetroVietnam in Vung Tau)—demands robust machinery components. Traditionally, heavy-duty parts subjected to extreme wear, friction, and harsh environments were replaced outright or patched with manual arc welding and thermal spraying. However, these methods suffer from severe limitations, such as large thermal distortion, poor metallurgical bonding, and high dilution rates.
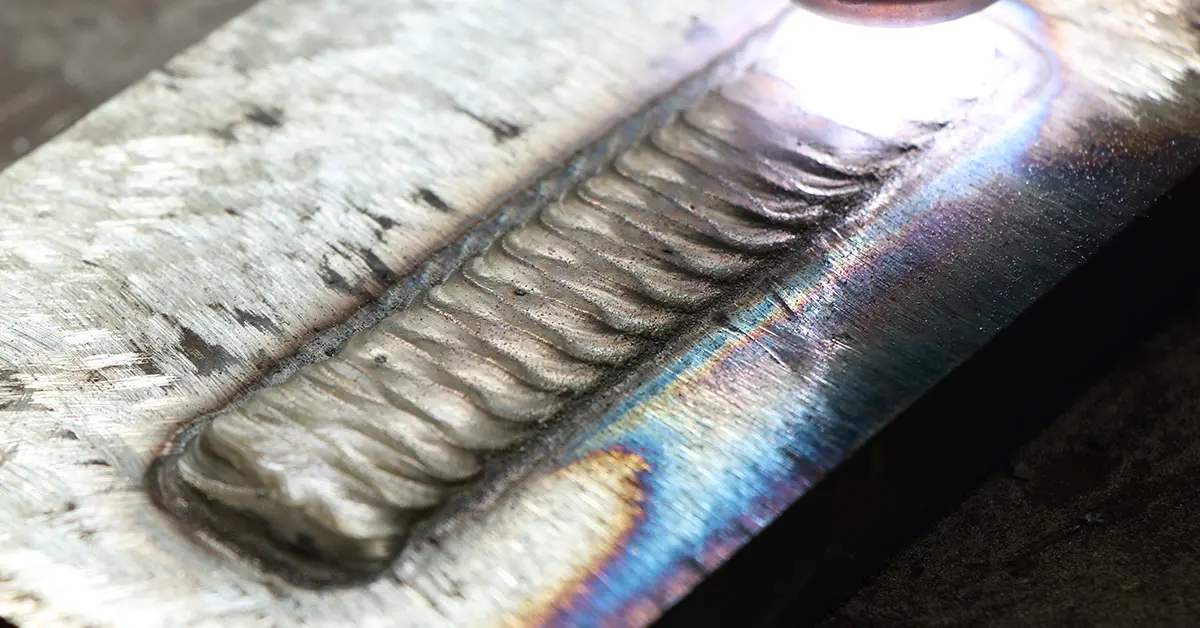
This is where Laser Cladding acts as a game-changer. By using a high-intensity laser beam to melt filler metal (powder or wire) onto a substrate, laser cladding creates a metallurgical bond with minimum dilution (typically <5%) and an extremely narrow Heat-Affected Zone (HAZ). This ensures the core mechanical properties of the underlying shaft, roll, or valve remain completely intact while the surface gains superior wear, erosion, and corrosion resistance.
To capture the localized market intent, we must address the specific operating constraints and engineering requirements of Vietnam's geographic manufacturing clusters:
Globally, environmental regulations (such as REACH in Europe and similar initiatives across ASEAN) are driving a rapid phase-out of electrolytic hexavalent hard chrome plating (Cr⁶⁺), which is a known carcinogen. Laser cladding is the primary technological substitute. It not only eliminates hazardous chemical waste but also delivers far superior coating adhesion (metallurgical bond vs. mechanical adhesion of chrome plating) and zero risk of micro-cracks or spalling under heavy impact.
Make data-driven surface engineering decisions. Compare key parameters between Laser Cladding, Plasma Transferred Arc (PTA), and conventional Arc Welding.
| Performance Characteristic | Laser Cladding (Fiber/Diode) | Plasma Transferred Arc (PTA) | Traditional Arc Welding (SMAW/FCAW) | Thermal Spraying (HVOF) |
|---|---|---|---|---|
| Bonding Strength | Metallurgical (>400 MPa) | Metallurgical (>350 MPa) | Metallurgical (>250 MPa) | Mechanical (50 - 80 MPa) |
| Dilution Rate | 1% - 5% (Ultra-low) | 5% - 10% (Low) | 15% - 30% (High) | 0% (None) |
| Heat Affected Zone (HAZ) | 0.1 - 0.5 mm (Minimal) | 0.8 - 2.0 mm (Moderate) | 3.0 - 6.0 mm (Significant) | <0.05 mm (Negligible) |
| Coating Thickness (Per Pass) | 0.5 - 2.0 mm | 1.0 - 4.0 mm | 2.0 - 5.0 mm | 0.1 - 0.4 mm |
| Thermal Distortion | Extremely Low (No post-straightening) | Moderate (Requires cooling controls) | Very High (Frequent warping) | None |
| Powder Feed Utilization | 85% - 95% | 80% - 90% | N/A (Wire / Electrodes) | 60% - 80% |
Engineering Takeaway: For high-precision parts where thermal distortion must be avoided (e.g., hydraulic cylinder rods, turbine rotor shafts, and extrusion barrels), Laser Cladding is the optimal route. For heavier components requiring high deposition rates and thick, wear-resistant alloy coatings (e.g., continuous caster rolls, cement crusher cones, and mining picks), Plasma Transferred Arc (PTA) remains a highly cost-effective and powerful alternative.
Dolmu Cladding systems are fully deployed across severe-duty sectors, delivering superior surface longevity and structural integrity.





Shanghai Duomu has been a pioneering manufacturer, developer, and exporter of PTA (Plasma Transferred Arc) cladding machines and high-power Laser cladding systems for more than ten years. With a strong, multidisciplinary technical background, we deliver robust, turnkey surface-treatment solutions to clients globally.
Our industrial systems are designed to operate continuously under heavy shop-floor environments. By integrating precise powder feeders, state-of-the-art heat sources, and multi-axis CNC/robotic movement systems, we guarantee high-efficiency operation and flawless metallurgical properties.
Learn More About Our Capabilities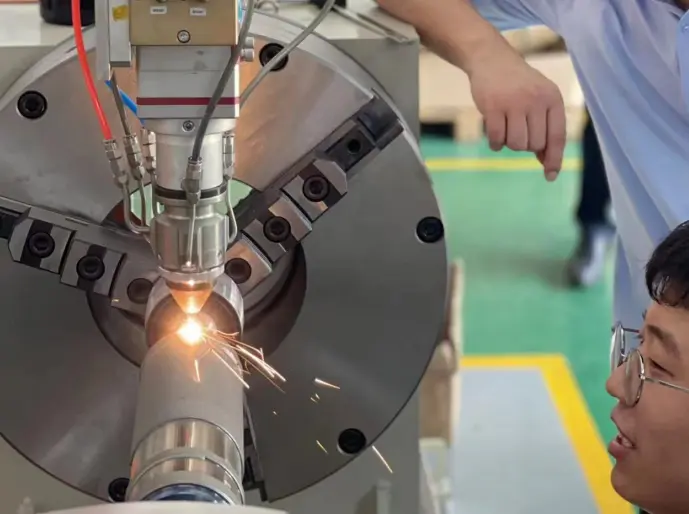
We house an independent, specialized R&D team dedicated exclusively to designing, programming, and manufacturing advanced plasma and laser cladding systems. Our technology excels in hardware stability, long-term operational endurance, and intelligent, user-friendly software interfaces.
Whether your project involves repairing massive hydraulic cylinders in mining systems or performing fine laser hardening on automotive dies, we possess the mature processing methodologies and engineering insight to design a complete automated cell tailored to your production flow.
In-depth analytical resources authored by our senior metallurgical engineers, highlighting how proper parameter controls prevent premature component failure.
Managing Dilution in PTA Hardfacing: In Plasma Transferred Arc (PTA) hardfacing, achieving a high-quality overlay depends heavily on managing the dilution rate. Dilution occurs when the substrate melts and mixes with the deposited alloy, altering its chemical composition and reducing its wear resistance. Our systems use advanced arc control to maintain minimum dilution, preserving the premium properties of the overlay.
Read Technical Paper →
Optimizing PTA Deposition Rates: True hardfacing efficiency is not just about raw deposition speed. In high-volume industrial production, efficiency relies on balancing heat input, powder flow consistency, and bead shape. Our automated PTA equipment optimizes these variables to maximize metal recovery rates and minimize post-clad machining times.
Read Technical Paper →
Preventing Downtime in Oil & Gas Valves: For critical equipment like mud pump components and choke valves, wear means costly unplanned downtime. Applying cobalt-based Stellite or tungsten carbide overlays onto stainless steel and low-alloy steel substrates provides long-lasting protection against erosion and corrosion.
Read Technical Paper →
Strategic Wear Maintenance Decision Making: Wear is inevitable in heavy machinery, but choosing between welding, thermal spraying, and laser cladding shouldn't be guesswork. Our engineering guide helps maintenance teams evaluate thickness, thermal limits, and mechanical stress profiles to choose the most cost-effective recovery method.
Read Technical Paper →
Rebuilding Screw Conveyor Flights: Screw conveyors are critical for transporting abrasive materials like raw coal, ash, and cement clinker. When conveyor flights wear down, efficiency drops and energy costs rise. Rebuilding worn flights with automated plasma or laser-clad chromium carbide alloys restores original specs and extends part life.
Read Technical Paper →Complete range of customizable robotic and gantry machinery engineered for high-precision metallurgical bonding and hardfacing.
Expert answers to the most common engineering and logistical questions about automated hardfacing systems in Vietnam.