Screw is the core part of plastic machinery with a limited lifespan as a vulnerable spare part. To improve production efficiency and reduce downtime, plasma surfacing is used for surface strengthening (wear, temperature, and corrosion resistance) to meet demanding working conditions.
Advantages of Plasma Surfacing
🚀
High Productivity: High cladding speed and productivity using plasma arc as a heat source.
⚙️
Precision Control: Controllable penetration and low dilution rate for optimal alloy layers.
✨
Superior Finish: Flat and smooth surface with high density; 0.5-5mm surfacing can be done in one pass.
🛡️
High Quality: Long-term stable surfacing without porosity or trachoma quality issues.
🧪
Material Versatility: Easily select cobalt, nickel, iron, or copper-based powders based on conditions.
🤖
Automation: Easy to integrate with robots and special machinery to reduce labor intensity.
Working Principles
(1) Arc Generation: The equipment uses non-transfer and transfer arcs. Argon enters the torch, and high-frequency sparks ignite the non-transfer arc, which then ignites the transfer arc between the tungsten electrode and the workpiece to create a molten pool.
(2) Solder Powder Output: Alloy powder is continuously supplied via a feeder and argon gas. The powder is preheated in the arc column to a molten state before being sprayed into the molten pool where it fully melts.
(3) Parameter Adjustment: Heat and melting rates are controlled by adjusting currents and powder feeding amount. The movement of the welding gun relative to the workpiece results in a solidified alloy deposit layer.
Material Specifications
Over 90% of plastic machinery screw bodies use 38CrMoAl (Advanced nitriding steel) or 42CrMo.
38CrMoAl is used for high wear-resistant parts like boring bars, spindle gears, and extruder wear parts due to its high fatigue strength and accurate sizing after heat treatment.
Technical Requirements
1. Surfacing Material: Typically Nickel-based alloy powder (Nickel 60) or Nickel-based carbide powder depending on product demand.
2. Powder Requirements:
- Match thermal expansion coefficients to the matrix to avoid cracking.
- Self-melting powder with good fluidity (spherical is best).
- Uniform feeding speed (10-30g/min) and particle size (150-300 mo).
3. Screw Condition: The surface must be free of oil, rust, and obvious defects before the application of alloy powder.
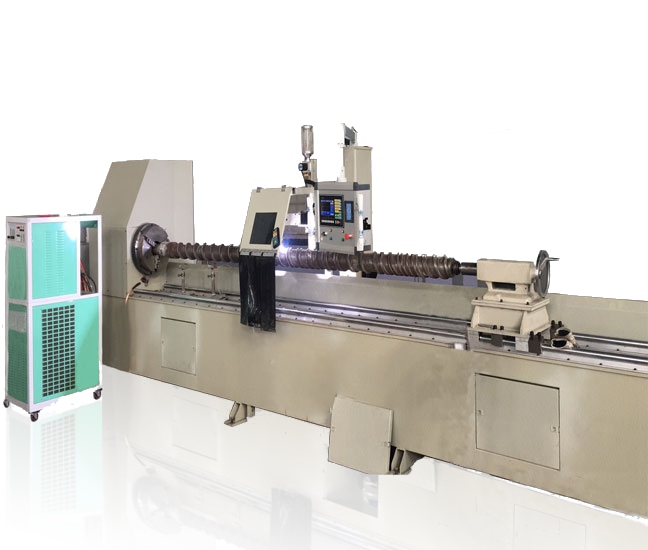
Equipment Selection
High-performance plasma powder stack welding machines are available in various power levels (e.g., 100A, 160A, and 300A) to suit different working conditions. These systems feature integrated designs and high-power refrigeration to ensure continuous operation.
Frequently Asked Questions (FAQ)
Why is plasma surfacing preferred for plastic machinery screws?
It significantly enhances wear and corrosion resistance, extending the life of the screw and reducing maintenance downtime compared to traditional methods.
What are the most common materials for the screw body?
Most manufacturers use 38CrMoAl (advanced nitriding steel) or 42CrMo due to their high fatigue strength and suitability for heat treatment.
How is the dilution rate controlled in this process?
By using a plasma arc as a heat source, the penetration depth can be precisely controlled, which keeps the dilution rate low and maintains the properties of the alloy powder.
What types of powders can be used for surfacing?
A wide range of powders can be used, including cobalt-based, nickel-based, iron-based, and copper-based materials, depending on specific wear and temperature needs.
How can cracking be prevented during the cooling process?
Cracking is prevented by selecting powders with thermal expansion coefficients close to the base material and using preheating or heat preservation techniques.
Is the plasma surfacing process automated?
Yes, the equipment can be easily integrated with robots and automated welding systems to ensure consistency and reduce labor intensity.