Industrial grade surface hardening, plasma powder welding, and automatic cladding solutions engineered for extreme wear environments.
In the landscape of modern heavy machinery manufacture, component wear and catastrophic mechanical failures represent the single greatest operational and financial vulnerability. Traditional surface hardening methods—such as induction hardening, carburizing, or flame hardening—often introduce significant thermal distortion, structural instability, and extensive post-process grinding overheads.
Laser transformation hardening (LTH) has emerged as the definitive technical standard for selective surface heat treatment. Utilizing highly controlled, high-density laser beams (typically fiber-coupled diode or Nd:YAG systems), the surface of carbon and alloy steels is rapidly heated into the austenite range. The heat is subsequently dissipated into the massive cold substrate of the part, triggering a rapid "self-quenching" process that yields an exceptionally hard martensitic micro-structure.
"Laser hardening delivers zero or negligible distortion, eliminating post-heat-treatment dimensional rectification processes, and extending the service life of heavy-duty parts by up to 300% to 500%."

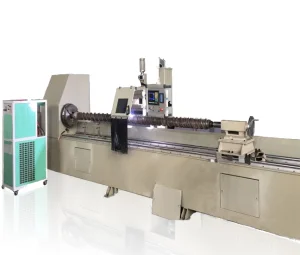
Shanghai Duomu has been a leading manufacturer and exporter of PTA cladding machine and Laser cladding machine for more than ten years with a strong technical background.
Equipped with an independent R&D team, we develop, produce, and sell cutting-edge plasma cladding machine equipment and intelligent laser systems. Our machinery is recognized for its stable performance, which guarantees efficient, long-term operations under the most demanding manufacturing regimes.
Furthermore, the laser cladding and hardening equipment supplied by Shanghai Duomu is tailored to support large-scale industrial remanufacturing projects. We possess mature, verified technological platforms and process pathways to provide complete, integrated sets of industrial surface treatment solutions.
Understanding the transition toward high-power diode lasers, fiber lasers, and AI-driven path planning in global surface heat treatment.
CO2 lasers are rapidly being replaced by fiber-coupled diode lasers operating in the 900–1070 nm wavelength band. These wavelengths exhibit higher absorption coefficients in ferrous alloys, eliminating the necessity for heavy absorption coatings and significantly boosting energetic process efficiency.
Dynamic temperature regulation is vital. Our systems integrate coaxial infrared camera sensors and high-speed pyrometers measuring surface temperatures at 10,000 Hz. If surface temperatures approach melting limits, the CNC automatically scales back laser output to guarantee crack-free hardening.
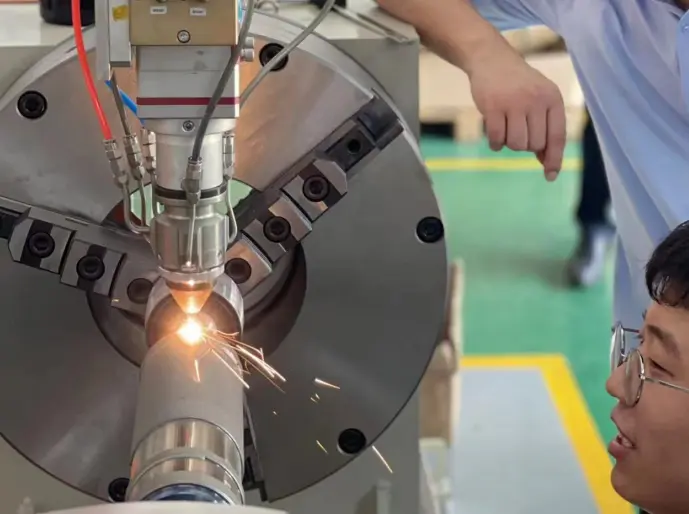
Using KUKA or ABB robotic manipulators coupled with high-precision linear slide rails, we can process highly complex 3D profiles. From single gear teeth to asymmetric stamping dies and large industrial turbine shafts, the laser head projects a consistent rectangular or circular spot onto the target path.
When the laser beam irradiates a metal surface, energy is absorbed inside a thin surface zone (normally less than 0.1 mm deep) and moves down via solid-state conduction. Under high power density (typical parameters: $1.5 - 4.5 \text{ kW}$ laser power, spot size of $10\text{mm} \times 10\text{mm}$, travel speed of $4 - 15 \text{ mm/s}$), the surface temperature shoots up to a range between $900^\circ\text{C}$ and $1350^\circ\text{C}$ within fractions of a second. This thermal jump causes a complete transition to austenite.
As the beam moves forward, the heat is drawn away rapidly by the cold metal mass underneath. The cooling rate exceeds the critical rate for martensite formation (often $>1000^\circ\text{C/s}$), which bypasses the pearlite/bainite transformation zones. The resulting surface martensite has extremely high wear resistance and fatigue strength, while the core stays tough and ductile to handle high shock loads.
Our solutions have penetrated aerospace, nuclear power, petrochemicals, coal mining, metallurgy, casting, agriculture, water conservancy, and electric power sectors.

Hardening of soil tillage points, seed disc openers, and combine harvester blades to withstand high-stress abrasive wear from soil silica.
Explore Application
Ultra-precise surface treatment of turbine shaft splines, landing gears, and actuator rods to satisfy tight military specifications without distortion.
Explore Application
Protecting mud pump cylinder liners, drill stabilizers, and choke valve gates from abrasive drilling fluid sand and sour gas corrosion.
Explore Application
Extending the operational lifetime of guide rolls, steel rolling mill pinch rolls, and casting mold patterns subjected to severe thermal fatigue.
Explore ApplicationWe provide customized automatic laser and plasma cladding systems, intelligent robot integrations, and industry-specific machinery.

High-stability PTA surfacing system designed to deposit high-wear overlays with minimized heat inputs.
Technical Specs
A compact, fully integrated multi-axis station allowing rapid setups for varied custom tool repair jobs.
Technical Specs
Industry-trusted model featuring a user-friendly HMI interface and customized weld parameter programming.
Technical Specs
Engineered specifically for superalloy turbine blade tip restoration, utilizing ultra-precise laser deposition.
Technical Specs
Dedicated automated rotary system for the uniform cladding of severe-service valve balls.
Technical Specs
High-flexibility robot arm equipped with optical tracking for selective surface hardening of complex 3D profiles.
Technical Specs
Designed for large hydraulic cylinder shafts used in marine, mining, and heavy excavation machinery.
Technical SpecsKey quality metrics, documentation standards, and regulatory frameworks required by international Tier-1 industrial buyers.
Enterprise procurement divisions require full transparency. We generate comprehensive metallurgical reports for each production batch, detailing Vickers hardness profiles (HV0.1 to HV10), micro-structural phase breakdowns, and Non-Destructive Testing (NDT) reports using liquid penetrant or magnetic particle inspections.
All laser hardening and cladding operations strictly adhere to international engineering codes. These include AMS 2759/9 (Laser Heat Treatment), ASTM E18 (Rockwell Hardness Testing), and DIN EN ISO 15614-7 (Specification and qualification of welding procedures for overlay welding).
Procurement is no longer about initial acquisition costs. Transitioning to laser hardened surfaces reduces post-assembly processing, lowers warranty claim rates, and decreases downtime. Extending components' wear cycles saves up to 40% in long-term maintenance costs.
Read our recent technical deep-dives covering Plasma Transferred Arc (PTA) hardfacing, laser deposition cladding, and industrial wear mitigation.
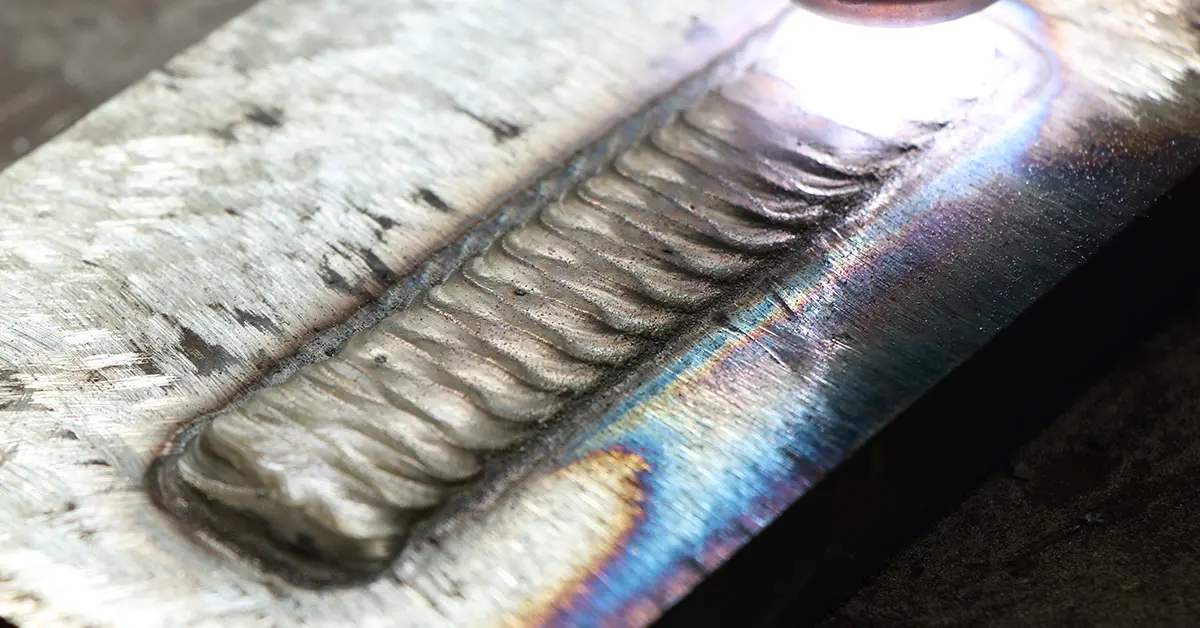
In Plasma Transferred Arc (PTA) hardfacing, achieving a high-quality overlay is not only about selecting the right alloy powder or optimizing welding parameters. One of the most critical factors that directly affects overlay performance is the dilution rate. High dilution rates compromise the chemical composition of the hardfacing layer, whereas optimized parameters guarantee minimal base metal mixing.
Read Technical Article →
Introduction: Improving PTA hardfacing efficiency is not simply about increasing welding speed or depositing more alloy within a shorter time. In industrial production, the real efficiency of a Plasma Transferred Arc (PTA) hardfacing process depends on deposit repeatability, minimized spatter loss, and reduction of secondary finishing operations.
Read Technical Article →
In Oil & Gas, the Real Cost Is Downtime—Not the Component. When a choke valve fails due to sand erosion, a mud pump valve seat wears beyond tolerance, or a drill stabilizer reaches the end of its service life, the traditional response is component replacement. Our cladding services offer high wear resistance to resolve this bottleneck.
Read Technical Article →
For industrial equipment operating in abrasive, erosive, corrosive, or high-temperature environments, wear is inevitable. The real challenge is not preventing wear altogether but choosing the most cost-effective maintenance strategy once wear occurs. Hardening critical surfaces prior to deployment prevents unplanned downtime.
Read Technical Article →
In industries such as mining, cement, power generation, steelmaking, chemical processing, and biomass energy, screw conveyors are often regarded as auxiliary equipment. However, maintenance data shows that they are among the most frequent causes of unplanned production line stops. Hardfacing flight edges solves this problem.
Read Technical Article →Clear, direct metallurgical answers to common industrial and technical inquiries regarding surface hardening processes.
Any medium-to-high carbon steel or alloy steel containing at least 0.3% carbon is an excellent candidate for laser hardening. This includes grades such as AISI 1045, 4140, 4340, 8620, tool steels like D2 and H13, and cast irons (nodular and gray). In general, materials with lower carbon contents do not undergo high martensitic hardening unless a carbon-enriching pre-treatment is applied.
Standard laser hardening processes yield a case depth ranging from 0.5 mm to 2.0 mm, depending on the material's thermal properties, laser power, and beam dwell time. Special configurations and multi-pass methodologies can push the hardened depth up to 2.5 mm while preserving a transition zone with excellent metallurgical binding to the substrate.
No. The laser hardening process relies on a "self-quenching" mechanism. Because the laser heat input is highly localized, the cold surrounding mass of the substrate acts as a massive heat sink. Once the laser beam passes, heat is drawn away via internal conduction at speeds fast enough to bypass the pearlite curve and form martensite directly, eliminating the need for external quenchants.
Compared to induction hardening, laser hardening features a much smaller Heat Affected Zone (HAZ), which minimizes geometric distortion and prevents micro-cracking. This eliminates the need for expensive post-hardening grinding. Furthermore, laser hardening allows for selective, highly localized treatment of complex shapes, sharp corners, and deep recesses that are inaccessible to induction coils.
We work closely with global leaders in energy, aerospace, mining, and manufacturing to deliver reliable surface technology.






Complete your production configuration with our state-of-the-art positioning systems, welding torches, and powder feeders.
Get in touch with our technical sales division to discuss your custom hardening parameters, request a quote, or schedule a metallurgical consultation.

For inquiries about our products or pricelist, please leave your details below. Our engineering group will get in touch with you within 24 hours.