


1 / 4
| Mode | DJPT30018-HQ |
| Main Arc | Water-electricity integration |
| Tungsten electrode-Workpiece | Negative-Positive |
| Mode of Tugsten | 4.8 |
| Arc Voltage | 90V |
| Welding Current | 30-300A (80% temporary load rate) |
| Pilot Arc | Water-electricity integration |
| Tungsten-Nozzle | Negative-Positive |
| Pilot Arc Current | 3-20A (100% Temporary load rate) |
| Mode Powder feeding | Aggregate |
| Volume Powder feeding | Max. 150g/Min |
| Gas Powder feeding | 1.0-3.0L/min |
| Type Powder | Alloy Powder |
| Size Powder | 70-200um |
| Passage Powder feeding | Double gas passage |
| Cooling | Circular cooling |
| Ion gas | 0.5-6L/min |
| Shield gas | 5-25L/min |
| Nozzle Cooling | Water cooling directly |
| Diameter Nozzle | 3.0-5.0 mm |
| Length Cable | 5 m (customized available) |
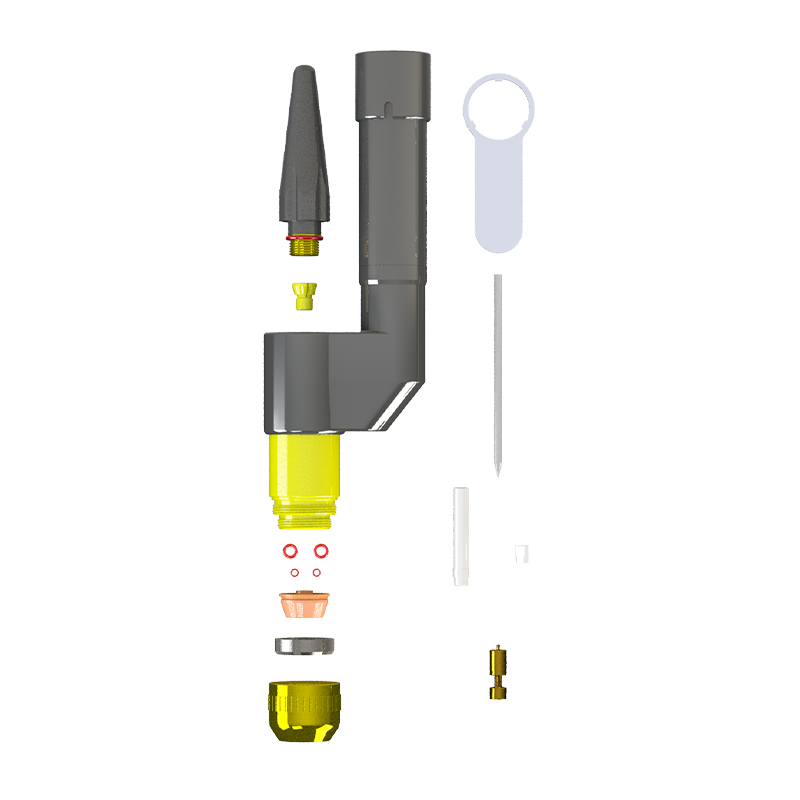
The plasma surfacing torch 300A is professionally designed with the following components: back cap, tungsten electrode clip, tungsten electrode, torch body, shield gas ring, powder hole ring, water hole ring, central ring, nozzle, locking ring, and shielding cover.









