





In the highly specialized domains of industrial manufacturing, surface engineering, and heavy machinery cladding, understanding the precise differences between MIG (Metal Inert Gas) and TIG (Tungsten Inert Gas) welding processes—conventionally termed as "Soldadora MIG y TIG Diferencias" in Spanish-speaking markets—is critical for structural integrity, deposit efficiency, and metallurgical control.
As global supply chains demand higher throughput without sacrificing the microstructure quality of the weld overlay, conventional welding has evolved. Industry leaders must analyze not only deposition speed but also thermodynamic heat inputs, gas shielding efficacy, dilution ratios, and compatibility with automation platforms. This whitepaper analyzes these processes comprehensively, comparing them to advanced cladding technologies like PTA (Plasma Transferred Arc) and Laser Cladding, which represent the pinnacle of modern surface modification.
The fundamental difference between MIG and TIG welding lies in the nature of the electrode and the arc control mechanism:
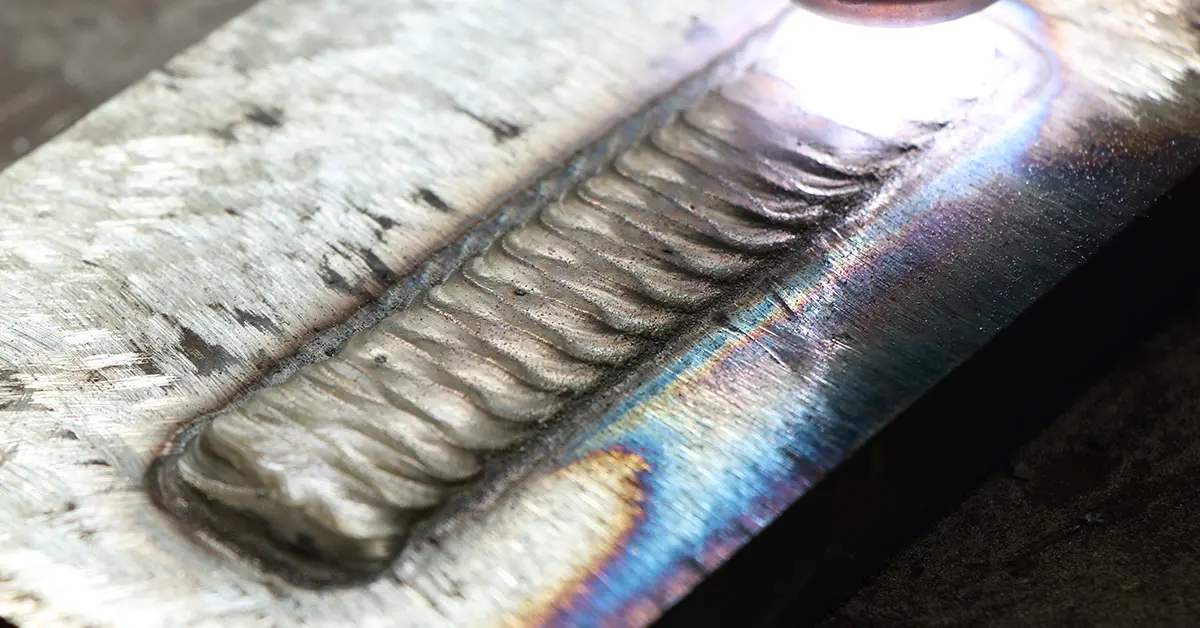
MIG Welding (GMAW - Gas Metal Arc Welding): Uses a continuous, consumable wire electrode fed through a welding gun. The electric arc is established between the wire feed and the base material, melting both to form a weld pool. It is highly productive, characterized by high deposition rates, making it suitable for structural manufacturing and automated thick-layer cladding.
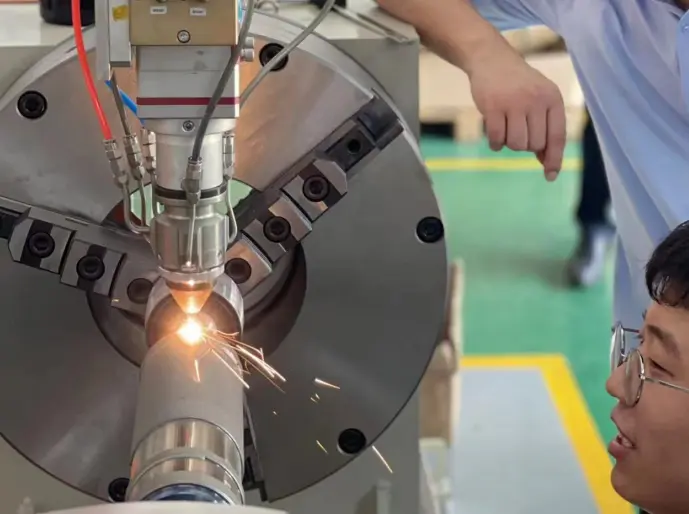
TIG Welding (GTAW - Gas Tungsten Inert Gas): Utilizes a non-consumable tungsten electrode (such as a heat-resistant tungsten electrode) to establish the arc. The filler metal is introduced separately, either manually or via cold wire feed systems. This separation of heat source and filler material gives the operator unmatched control over the weld pool, resulting in exceptional precision, clean root passes, and minimal spatter, though at a lower deposition speed.
The Cladding Perspective: In surfacing applications, TIG's precise heat control allows for lower dilution rates (the mixing of base metal with the weld alloy) compared to standard MIG, preserving the pure chemical properties of wear-resistant overlays.
A side-by-side analysis of key operational variables, including advanced Cladding metrics.
| Parameters | MIG Surfacing (GMAW) | TIG / S-TIG (GTAW) | Plasma Transferred Arc (PTA) | Laser Cladding (DED) | |
|---|---|---|---|---|---|
| Electrode Type | Consumable Continuous Wire | Non-consumable Tungsten | Non-consumable Tungsten | None (Diode Laser Source) | |
| Deposition Rate | High (3 - 8 kg/h) | Low-Medium (0.5 - 2 kg/h) | Very High (2 - 12 kg/h) | High Precision (1 - 5 kg/h) | |
| Dilution Rate | 15% - 30% (High) | 8% - 15% (Moderate) | 3% - 8% (Low) | 0.5% - 2% (Ultra-low) | |
| Heat Affected Zone (HAZ) | Wide | Medium | Narrow | Minimal | Minimal |
| Substrate Distortion | High | Moderate | Low | Very Low | |
| Automation Compatibility | Excellent | Moderate (Complex) | Excellent | Fully CNC / Robotic |
How Shanghai Duomu utilizes advanced automated systems to bridge the gap between traditional welding and high-tech cladding.
As a premier Chinese manufacturer located in Shanghai's Jiading industrial hub, Shanghai Duomu leverages China’s advanced supply chain integration. By combining the precision of TIG weld-pool manipulation with the power density of Plasma Transferred Arc (PTA) systems, we produce high-performance industrial surfacing systems.
China’s manufacturing ecosystem allows us to achieve strict cost efficiencies while maintaining high quality standards. From raw material sourcing (such as high-grade tungsten and copper alloys for torches) to the integration of high-grade servo controllers in cantilever plasma systems, our machines offer reliable operation under heavy duty cycles.
At present, the company's products have penetrated into many fields such as aerospace military industry, nuclear power, petrochemical industry, coal mines, metallurgy and forging, agriculture, water conservancy and electric power, etc.




The future of industrial surfacing is transitioning from manual, operator-dependent systems to intelligent, closed-loop automated solutions. The traditional boundaries of Soldadora MIG y TIG Diferencias are shifting as hybrid systems emerge:
1. Intelligent Real-Time Weld Pool Monitoring: Integrating CMOS camera arrays and infrared temperature sensors to monitor the weld pool in real-time. By dynamically adjusting current, wire feed rate, and shielding gas flow, the equipment prevents defects before they occur.
2. Laser-MIG Hybrid Cladding: Combining the high deposition rate of MIG with the precise, narrow heat input of a diode laser source. This hybrid setup achieves deposition rates exceeding 6 kg/h while keeping dilution under 5%.
3. Wire Arc Additive Manufacturing (WAAM): Utilizing MIG and TIG power sources mounted on 6-axis robotic arms to 3D-print large-scale metal components, significantly reducing production times for custom parts.

Shanghai Duomu has been a leading manufacturer and exporter of PTA cladding machine and Laser cladding machine for more than ten years with a strong technical background.
We provide complete system integration, helping global clients upgrade from standard welding lines to state-of-the-art hardfacing workstations.
I have an independent R&D team, which develops, produces and sells plasma cladding machine equipment. The welding machine has stable performance and can maintain efficient long-term operation.
In addition, the laser cladding equipment sold by the company can effectively support large-scale remanufacturing projects. We have mature technological means to provide complete sets of industrial equipment solutions.
Addressing mechanical failure in demanding industrial environments.
Industrial equipment operating in abrasive, erosive, corrosive, or high-temperature environments face unavoidable wear. The primary goal is choosing the most cost-effective maintenance and reclamation strategy. Traditional repair methods often involve simply replacing parts or using basic MIG build-ups, which can lead to high dilution and premature failure.
Oil & Gas Applications: High erosion from sand particles degrades choke valves, mud pump valve seats, and stabilizers. By using automatic plasma cladding (PTA) or laser cladding, manufacturers can apply a thin, highly concentrated Tungsten Carbide overlay with minimal substrate dilution, extending component service life by up to 300%.
Heavy Industry Reclamation (Mining & Cement): Screw conveyors, hydraulic rods, and crushing rollers are subject to continuous metal-on-metal wear. Utilizing integrated robotic positioning tables along with automated plasma powder surfacing helps rebuild these components efficiently.
Procuring advanced machinery from China requires meeting strict compliance standards and logistics requirements:
1. Standard Compliance: All export equipment from Shanghai Duomu complies with ISO 9001 quality systems and CE safety standards, ensuring safety, reliability, and smooth integration into factory production lines.
2. Electrical Adaptation: Systems are custom-built to match regional power grids (e.g., 380V/50Hz for Europe/Asia, 460V/60Hz for North America), featuring high-frequency filtration to maintain arc stability.
3. Dynamic Remote Diagnostics: Our equipment features Ethernet and Wi-Fi interface modules, enabling our engineers in Shanghai to remotely diagnose issues, update software, and calibrate parameters, minimizing downtime.
We can provide customized equipment, automatic laser cladding equipment, automatic plasma cladding equipment, intelligent robot cladding equipment, etc. according to customers' requirements, including special equipment in the industry, such as hydraulic rod cladding machine, pick cladding machine, valve cladding machine, etc.
Detailed observations and case studies from our technical support team in the field.
"In Plasma Transferred Arc (PTA) hardfacing, achieving a high-quality overlay is not only about selecting the right alloy powder or optimizing welding parameters. One of the most critical factors that directly affects overlay performance is the dilution rate. Whether you require pure carbide deposition or standard overlay, maintaining lower dilution ensures high hardness and wear resistance."
"Introduction Improving PTA hardfacing efficiency is not simply about increasing welding speed or depositing more alloy within a shorter time. In industrial production, the real efficiency of a Plasma Transferred Arc (PTA) hardfacing process depends on minimizing post-weld machining and avoiding cracking through controlled cooling cycles."

"In Oil & Gas, the Real Cost Is Downtime—Not the Component. When a choke valve fails due to sand erosion, a mud pump valve seat wears beyond tolerance, or a drill stabilizer reaches the end of its service life, the traditional response of replacement is no longer viable. Re-engineering via Automated PTA overlay provides massive cost-down opportunities."

"For industrial equipment operating in abrasive, erosive, corrosive, or high-temperature environments, wear is inevitable. The real challenge is not preventing wear altogether but choosing the most cost-effective maintenance strategy once wear occurs. PTA and Laser Cladding systems outperform manual electrode welding on every key economic indicator."

"In industries such as mining, cement, power generation, steelmaking, chemical processing, and biomass energy, screw conveyors are often regarded as auxiliary equipment. However, maintenance data shows that they are among the most frequent causes of unplanned production delays. Automated hardfacing significantly increases life span."

Frequently asked technical questions regarding MIG, TIG, and automated cladding systems.
MIG cladding is preferred for rebuilding thick worn areas on large carbon steel substrates due to its high deposition rate. TIG cladding is selected for thin overlays, precise seal areas, and root passes on corrosion-resistant alloys, where heat-affected zones must be carefully managed.
While both use a non-consumable tungsten electrode, PTA constricts the arc through a copper nozzle, creating a high-density energy source. This delivers higher deposition rates and lower dilution (typically under 5%) compared to conventional manual or automated TIG welding.
Dilution is the percentage of the base metal that melts and mixes with the cladding alloy. Lower dilution rates preserve the hardness, chemical profile, and wear resistance of the cladding material in the very first layer, reducing the number of overlay passes required.
Yes. Systems like our Automatic 6 Axis Robot Arm can handle MIG and TIG torches, as well as laser cladding heads. This allows for automated, multi-axis control on complex component geometries.
Explore specialized machinery, torches, manipulator positioners, and cladding hardware.






















For inquiries about our products or pricelist, please leave your details and we will be in touch within 24 hours.
Stay informed about the latest advances in automated PTA and laser cladding solutions.
Subscribe Now







