⚡
Laser cladding technology is the use of high-energy laser beam (104-106w/cm2) irradiation of the metal surface, simultaneous melting, expansion and solidification, the substrate surface plated with a layer of materials with special physical, chemical or mechanical properties, so as to form a new layer of alloy with a very low dilution rate. It compensates for the performance of the original substrate material, providing heat-resistance, abrasion-resistance, resistance to electricity, corrosion, fatigue or optical, electrical and magnetic properties. Laser cladding technology is a new technology with high efficiency and benefit, which can prepare high-performance alloy surfaces on cheap metal substrates without affecting the nature of the substrate, reducing costs and saving precious and rare metal materials.
| Item |
Mode |
Qty |
Brand |
Mark |
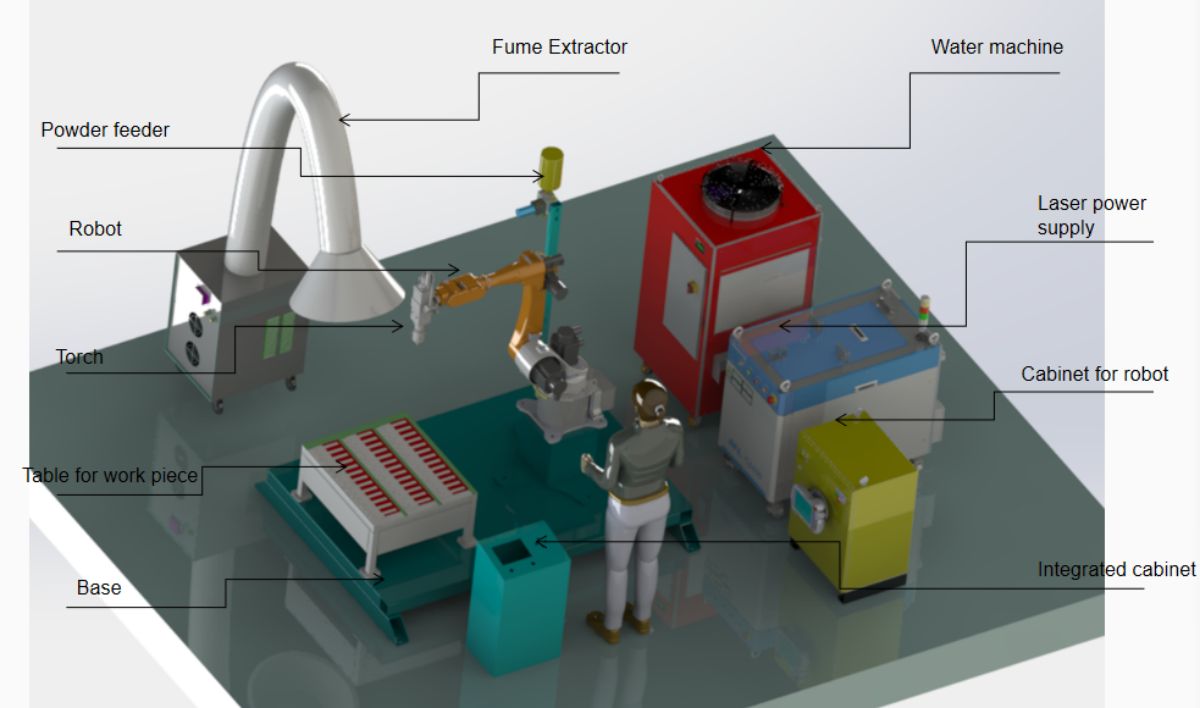
| Laser power supply |
RFL-C6000 |
1 |
Raycus |
Power: 6KW |
| laser torch |
LC300 |
1 |
Standard |
Spot: 2x14mm |
| Powder feeder |
DM-S03 |
1 |
Standard |
- |
| Water machine |
TFLW-6000WDR |
1 |
TFZL |
- |
| Robot |
GP25 |
1 |
Yaskawa |
Load: 25KG |
| Cabinet for robot |
C4 |
1 |
KUKA |
- |
| Pendant |
- |
1 |
KUKA |
- |
| Laser control system |
Customized |
1 |
Standard |
Screen (Weinview) |
| Table for workpiece |
Customized |
1 |
Standard |
- |
| Fume Extractor |
Standard |
1 |
DBYT |
Power: 3KW |
| Others |
Customized |
Some |
Standard |
- |
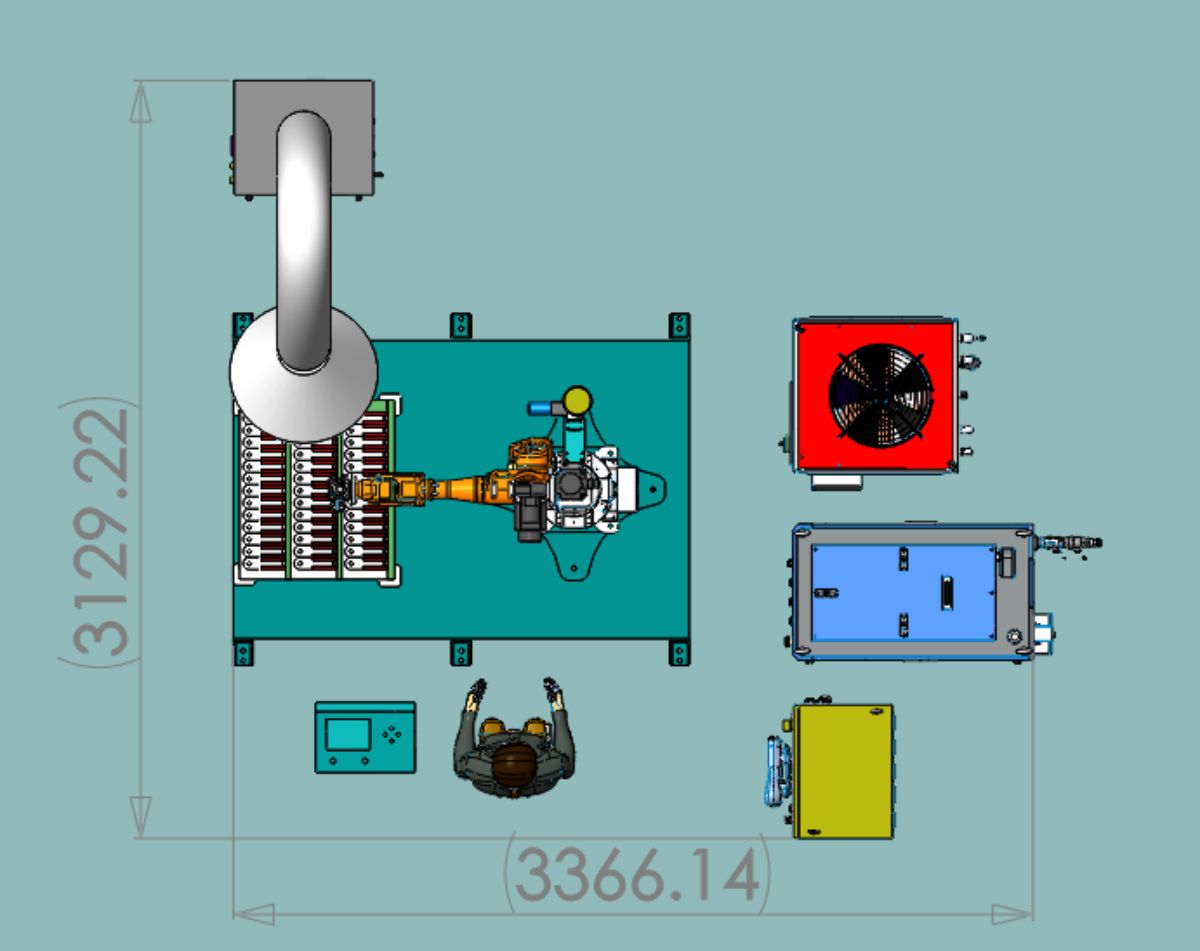
| Occupied space |
L: 3.5m | W: 2.3m | H: 1.8m |
■
The surface of the item without oil, rust or chrome coating need to be polished or sandblasted.
■
The item position, identify the solder spot, input welding parameters, simulate walking path, realize automatic surfacing.
■
Selection of powder: according to the powder properties (wear resistance, corrosion resistance, high temperature resistance, etc.). The available powder: stainless steel, nickel base alloy, iron base alloy, cobalt base alloy, nickel base tungsten carbide, etc.
■
Surfacing process: Preheating -> Clamping -> Positioning -> Parameters adjustment -> Execution -> Finish -> Dismantle -> Heat preservation -> Post processing.
■
Ambient temperature: generally 15-25 degrees is proper, the room is with air conditioning. It must replaced with antifreeze when the temperature is below zero in case the water tank doesn’t work.
■
2mm machining allowance shall be left as surfacing.
Laser metal deposition for blades in workshop
Laser metal deposition performance for blades
Frequently Asked Questions
Q: What is the primary benefit of laser cladding technology?
A: It creates a high-performance alloy layer on inexpensive metal substrates with a low dilution rate, providing properties like wear and corrosion resistance while saving on material costs.
Q: What types of powders can be used for surfacing?
A: Available powders include stainless steel, nickel base alloy, iron base alloy, cobalt base alloy, and nickel base tungsten carbide, selected based on the required material properties.
Q: What surface preparation is required before cladding?
A: The surface must be free of oil, rust, or chrome coating and should be polished or sandblasted before the process begins.
Q: What is the ideal ambient temperature for the laser cladding system?
A: The proper ambient temperature is generally between 15-25 degrees Celsius. Air conditioning is recommended, and antifreeze must be used if temperatures drop below zero.
Q: How much machining allowance should be reserved?
A: A machining allowance of 2mm should be left during the surfacing process for subsequent post-processing.
Q: What are the typical properties of the cladded layer?
A: Depending on the requirements, the layer can provide heat resistance, abrasion resistance, corrosion resistance, fatigue resistance, or specific optical and electrical properties.