Understanding the fundamental differences in surface engineering is crucial for optimizing component lifespan and performance in heavy industries.
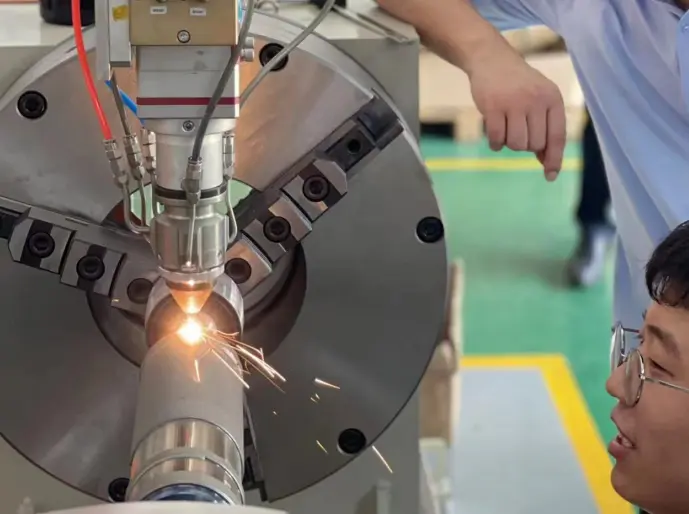
Laser Cladding: Creates a metallurgical bond. The laser melts both the substrate surface and the coating material, resulting in high bond strength (>500 MPa) and near-zero porosity.
Thermal Spray: Primarily a mechanical bond (anchoring effect). Particles are heated and accelerated toward the substrate, "splatting" upon impact.
Laser cladding utilizes a high-density energy source, allowing for precise control. This results in an extremely small HAZ, minimizing thermal distortion in sensitive components like hydraulic rods or aerospace turbine blades.
A critical E-E-A-T factor: Laser cladding offers a low dilution rate (typically <5%), meaning the coating properties remain pure. Thermal spray has virtually no dilution but lacks the structural integrity of a fused layer.
| Feature | Laser Cladding (レーザークラッディング) | Thermal Spraying (溶射) |
|---|---|---|
| Bond Type | Metallurgical (Fused) | Mechanical / Micro-fusion |
| Coating Thickness | 0.5mm to 5mm (Multi-layer possible) | 0.1mm to 2mm |
| Porosity | Extremely Low (<0.1%) | Moderate (1% - 5%) |
| Precision | Ultra-high (Robotic Control) | Moderate (Manual or Automated) |
| Equipment Cost | High Initial Investment | Relatively Lower |

Shanghai Duomu has been a leading manufacturer and exporter of PTA cladding machines and Laser cladding machines for more than ten years. Leveraging China's robust industrial ecosystem, we provide:
Years Experience
Systems Deployed
Global Patents
Technical Support

Hard-facing of plowshares and harvesters using PTA powder surfacing to extend life in abrasive soil.

Precision laser cladding for turbine blade tip repair and aero-engine component remanufacturing.

Anti-corrosion and wear-resistant coatings for drill pipes, valves, and stabilizer bars in harsh offshore environments.

Restoration of heavy rollers and forging dies, significantly reducing the Total Cost of Ownership (TCO).
Our research into Plasma Transferred Arc (PTA) and Laser Cladding highlights that the selection between the two often depends on the "Energy Density" required. Laser cladding provides a density of 10^4 - 10^6 W/cm², which is far superior to traditional thermal spray, allowing for the processing of refractory materials and carbide-reinforced alloys (like WC-Co).
As noted in our technical testimonials, achieving a high-quality overlay in PTA surfacing is not just about the alloy powder. The dilution rate—the amount of substrate material that mixes with the coating—must be minimized. High dilution softens the coating, while optimized parameters (current, travel speed, powder flow) ensure the hardfacing maintains its design hardness of HRC 60+.
The industry trend is moving toward 6-axis robotic arm integration. By combining our DNC2000 systems with intelligent path planning, we eliminate human error, ensuring a uniform coating thickness across complex geometries like screw conveyors and ball valves.
Laser cladding creates a metallurgical bond (fusion), while thermal spray creates a mechanical bond. Laser cladding is superior for high-load, high-wear applications requiring structural integrity.
Yes. Shanghai Duomu provides Gantry-style systems for large components and compact, portable units for on-site repairs. We specialize in custom-bore torches for internal hole cladding.
Our equipment supports a wide range of powders including Cobalt-based (Stellite), Nickel-based, Iron-based alloys, and Tungsten Carbide (WC) composites.
Absolutely. Our latest DMMP-01 and DNC2000 systems feature numerical control and can be integrated into fully automated, data-logged production lines.
We have an independent R&D team which develops, produces, and sells plasma cladding machine equipment. Our welding machines have stable performance and can maintain efficient long-term operation. In addition, our laser cladding equipment effectively supports large-scale remanufacturing projects.
Address: Unit 2, No.615 Feng Deng Road, Jiading District, Shanghai, China
Email: [email protected]
WhatsApp/Tel: +86 15021996700