Engineered for high-duty cycles, precise heat input control, and high metallurgic bond standards in aerospace and valve overlay applications across the US.


In the United States, industrial sectors such as Texas oil extraction, Midwestern heavy agriculture, and coastal aerospace manufacturing demand extreme component durability. The shift from manual hardfacing to highly controlled automated PTA (Plasma Transferred Arc) Cladding and Laser Cladding systems has accelerated due to strict requirements for low dilution rates and minimal heat-affected zones (HAZ).
Engineered components like downhole stabilizers, mud pump rotors, and valve trims face punishing wear environments. Relying on simple thermal sprays is no longer sufficient. U.S. procurement managers seek systems that guarantee metallurgical bonding with precise powder feed control, optimizing raw material deposition of Tungsten Carbide (NiWC) and Stellite alloys.
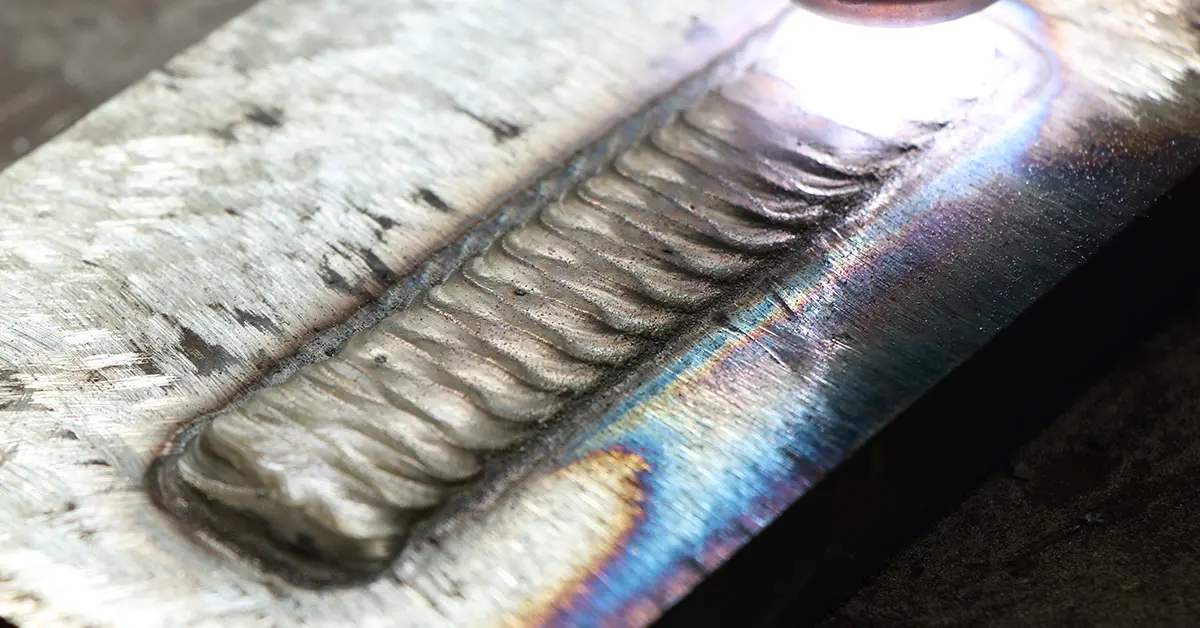
Maintain substrate properties with typical dilutions below 5% in a single pass.
Powder feed accuracy reduces finish-machining allowances and alloy waste.

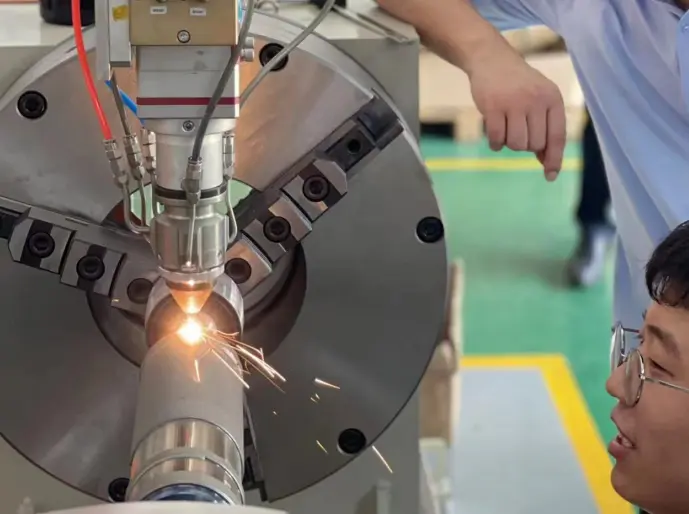
Our technical department features an independent R&D team dedicated to engineering advanced plasma cladding and laser cladding solutions. Because no single system fits every industrial wear cycle, we develop highly integrated solutions. These range from heavy-duty PTA powder cladding systems for agricultural plow tips to ultra-precise micro-plasma welding systems for diaphragm plates.
By matching automated PLC CNC controls with robust gas flow regulators, we help operators achieve stable arcs for long-duration production runs. This is critical for heavy industrial remanufacturing programs where continuous overlay quality is paramount.
Combining state-of-the-art Chinese manufacturing agility with rigorous Western design and component requirements.
Acquire high-spec plasma cladders and automated positioners at a fraction of the cost of domestic European or US OEMs, while retaining Siemens or Fanuc control configurations.
We integrate industry-standard parts such as IPG fiber lasers, Binzel torches, or customized PLC systems, ensuring local availability of consumables and quick service turnarounds.
Send your worn test components (valve seats, screw conveyors) to our Shanghai facility. Our R&D team conducts PTA/Laser cladding runs and reports dilution profiles before machine final assembly.
PTA and Laser cladding overlay applications designed for severe-wear working conditions.




Custom-engineered production machinery designed for automated valve rebuilding, cylinder rod surfacing, and precise micro-arc repair operations.


Expert articles discussing dilution ratios, deposition efficiencies, and real cost metrics in commercial rebuild processes.
“In Plasma Transferred Arc (PTA) hardfacing, achieving a high-quality overlay is not only about selecting the right alloy powder or optimizing welding parameters. One of the most critical factors that directly affects overlay performance is the dilution rate. Keeping dilution under 5% ensures the metallurgical properties of the wear layer are not compromised by the substrate chemistry.”
“Improving PTA hardfacing efficiency is not simply about increasing welding speed or depositing more alloy within a shorter time. In industrial production, the real efficiency of a Plasma Transferred Arc (PTA) hardfacing process depends heavily on powder utilization rate and power source duty-cycle stability.”

“In Oil & Gas, the Real Cost Is Downtime—Not the Component. When a choke valve fails due to sand erosion, a mud pump valve seat wears beyond tolerance, or a drill stabilizer reaches the end of its service life, the traditional response is replacement. Our custom PTA cladding rigs let clients rebuild components with superior Stellite layers at half the replacement cost.”

Expert answers addressing the differences between PTA, Laser Cladding, and conventional micro-welding systems.