Engineered to deliver exceptional wear resistance, reduced dilution, and customized parameters for diverse container structures.
Industrial storage tanks, high-pressure vessels, and chemical reactors operating in environments containing hydrogen sulfide, chlorides, strong acids, and abrasive slurries face severe degradation over time. The primary challenges in maintaining these critical systems are wall thinning, stress corrosion cracking (SCC), and localized erosion. Conventional cladding solutions—such as standard weld overlay (shielded metal arc or gas metal arc welding)—often introduce high dilution rates, significant heat input, and large Heat-Affected Zones (HAZ), leading to geometric distortion and deteriorated metallurgical properties.
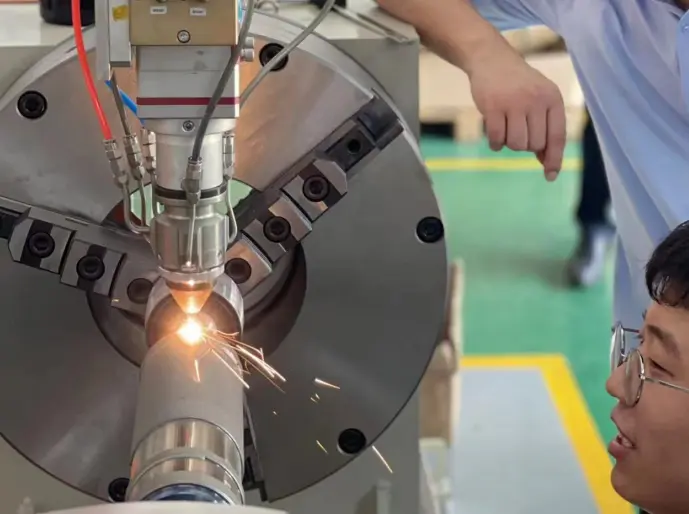
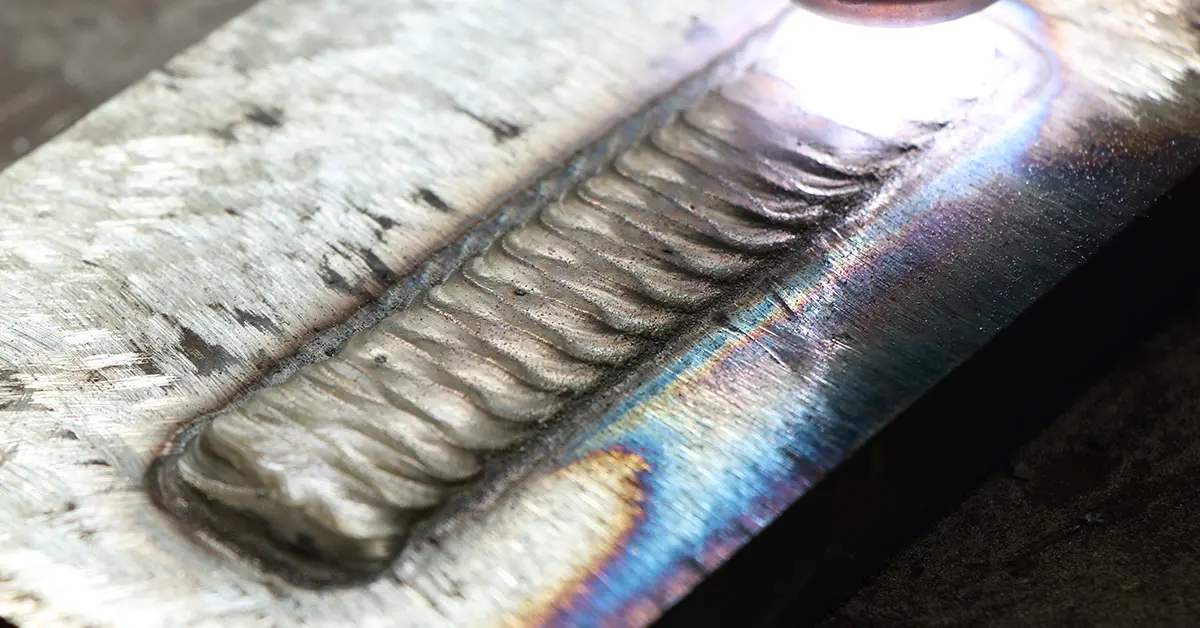
Custom tank laser cladding, representing the apex of advanced surface engineering, has emerged as the definitive solution to these structural compromises. By utilizing a high-power, concentrated laser beam to melt a precise volume of alloy powder (e.g., cobalt-based, nickel-based, or tungsten carbide composites) simultaneously with the thin surface layer of the tank shell, a metallurgical bond is formed with extremely low dilution (typically <3%). This process ensures the parent steel maintains its mechanical integrity while gaining the surface properties of premium alloys.
Technical Insight: Dilution control is critical in tank hardfacing. In Plasma Transferred Arc (PTA) and Laser Cladding, achieving a high-quality overlay is not only about selecting the right alloy powder or optimizing welding parameters. One of the most critical factors that directly affects overlay performance is the dilution rate. By maintaining dilution under 3%, the chemical purity of the deposited wear-resistant layer remains uncompromised, guaranteeing maximum resistance to corrosion and mechanical impact.
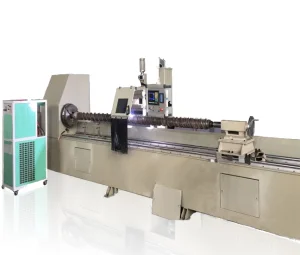
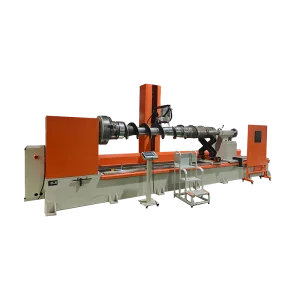
Cladding the interior or exterior of cylindrical tanks requires advanced kinematic coordination. Shanghai Duomu utilizes multi-axis robotic gantry systems (such as the DZB-NC401 or DH1440-B06 robots) integrated with synchronized powder feeders to keep the laser head normal to the curved surface. This maintains a uniform melt pool geometry and a constant cooling rate. The ultra-fast cooling rate (exceeding 10^3 K/s) results in a highly refined microcrystalline structure, which demonstrates superior hardness profile and intergranular corrosion resistance compared to cast or slowly cooled weld structures.
Moreover, the integration of high-precision powder feeders ensures that alloy particles are delivered continuously and evenly into the beam path. For applications requiring custom wear resistance, carbide distributions (such as spherical Tungsten Carbides in a Nickel-Chrome-Boron matrix) can be optimized to balance fracture toughness with abrasion resistance, keeping large petrochemical storage tanks online for up to three times longer than standard components.
How modern asset managers are shifting budgets from reactive replacement to proactive laser cladding technologies.
Procurement teams require compliance with ASME Section VIII (Boiler and Pressure Vessel Code), ISO 3834 (Quality requirements for fusion welding), and API 6A. Shanghai Duomu aligns all customized machinery and hardfacing procedures with international regulatory frameworks, facilitating smooth local field deployments.
Extreme High-Speed Laser Cladding (EHLA) represents the next frontier, allowing linear deposition speeds of up to 200 m/min. This technique reduces cycle time significantly, allowing large tanks to be processed within critical scheduled plant turnaround windows, minimizing production loss.
Rather than scrapping tanks experiencing structural wear, global operators utilize mobile laser cladding units to rebuild tank linings *in situ*. Remanufacturing reduces the raw materials requirement by up to 80% compared to new component fabrication.
At present, the company's products have penetrated into many fields such as aerospace military industry, nuclear power, petrochemical industry, coal mines, metallurgy and forging, agriculture, water conservancy and electric power, etc.




Shanghai Duomu has been a leading manufacturer and exporter of PTA cladding machine and Laser cladding machine for more than ten years with a strong technical background. Our dedication to research and development has allowed us to deliver hundreds of high-quality surface treatment systems worldwide, ranging from compact standalone units to integrated gantry systems.
We pride ourselves on our technical expertise. Every project begins with a metallurgical evaluation of the target substrate, followed by computerized thermal simulations to minimize potential warpage. This scientific approach ensures that we deliver reliable, high-performance systems ready to tackle challenging operating conditions.

I have an independent R&D team, which develops, produces and sells plasma cladding machine equipment. The welding machine has stable performance and can maintain efficient long-term operation. In addition, the laser cladding equipment sold by the company can effectively support large-scale remanufacturing projects. We have mature technological means to provide complete sets of industrial equipment solutions.
Our solutions encompass customized software integration, automated robotic path planning for complex geometries, and real-time monitoring of the cladding melt pool. This ensures repeatability, minimizes operator error, and maximizes deposition rate efficiency.
We provide customized equipment, automatic laser cladding equipment, automatic plasma cladding equipment, and intelligent robot systems optimized for specific component profiles.

Advanced integrated surfacing machine designed for fine alloy deposition with minimal HAZ.
Request Specifications
A highly versatile platform combining multiple surface treatment modes in one compact footprint.
Request Specifications
High efficiency system engineered for heavy-duty manufacturing and maintenance tasks.
Request Specifications
Fine beam spot laser system for rebuilding blade tips and turbine profiles without distortion.
Request Specifications
Specialized rotary drive and torch controls for cladding spherical surfaces cleanly.
Request Specifications
Integrated robotics for precise superficial hardening of high-stress zones.
Request Specifications
Designed specifically for processing cylindrical rods and hydraulic shafts at high throughput.
Request SpecificationsOur ongoing commitments to pushing the boundaries of surface cladding technology.
We are integrating pyrometer and CCD-based optical sensors into our laser heads. This technology monitors the melt pool temperature and size in real-time, dynamically adjusting the laser power during operation to guarantee zero defect propagation and unmatched consistency across large tank components.
By leveraging computer-aided scanning, our upcoming systems will automatically scan worn components and generate optimized multi-axis cladding paths. This eliminates manually programmed trajectories for customized tank parts, drastically decreasing turnaround times.
Common questions from design engineers, procurement directors, and maintenance supervisors regarding custom tank cladding.
A: Laser cladding has a lower heat input, producing a significantly narrower Heat-Affected Zone (HAZ) and minimal dilution (often <3%). PTAW (Plasma Transferred Arc Welding), while offering slightly higher deposition rates and being highly cost-effective for thicker protective barriers, has a dilution rate of 5-10% and higher total heat input. The choice depends on the substrate thickness and required chemical purity of the overlay.
A: Yes. Mobile cladding units integrated with articulated robotic arms can be set up inside or outside large storage containers. For components that are easily transportable, processing inside our climate-controlled factory ensures optimal shielding gas performance and metallurgical consistency.
A: Nickel-based superalloys (such as Inconel 625 or Hastelloy C276) are ideal for chemical and corrosion resistance, while cobalt-based alloys (Stellite series) provide excellent sliding wear resistance at elevated temperatures. Tungsten Carbide (WC) matrices are recommended for severe sand slurry wear.
A: We employ non-destructive testing (NDT) methodologies, including Dye Penetrant Testing (PT), Ultrasonic Testing (UT) to check for lack of fusion, and Microhardness testing on test coupons to verify the microstructural density and dilution profiles.
Real-world perspectives on wear, efficiency, and engineering parameters.
"In Plasma Transferred Arc (PTA) hardfacing, achieving a high-quality overlay is not only about selecting the right alloy powder or optimizing welding parameters. One of the most critical factors that directly affects overlay performance is the dilution rate..."

"Improving PTA hardfacing efficiency is not simply about increasing welding speed or depositing more alloy within a shorter time. In industrial production, the real efficiency of a Plasma Transferred Arc (PTA) hardfacing process depends on consistency..."

"In Oil & Gas, the Real Cost Is Downtime—Not the Component. When a choke valve fails due to sand erosion, a mud pump valve seat wears beyond tolerance, or a drill stabilizer reaches the end of its service life, the traditional response of replacement is no longer sufficient..."

"For industrial equipment operating in abrasive, erosive, corrosive, or high-temperature environments, wear is inevitable. The real challenge is not preventing wear altogether but choosing the most cost-effective maintenance strategy once wear occurs..."

"In industries such as mining, cement, power generation, steelmaking, chemical processing, and biomass energy, screw conveyors are often regarded as auxiliary equipment. However, maintenance data shows that they are among the most frequent causes of unplanned production delays..."














Delivering high stability, automated path configuration, and robust industrial lifecycle enhancements.
Have a challenging wear or corrosion profile on your storage tanks, vessels, or industrial shafts? Reach out to Shanghai Duomu today. Our engineering team responds within 24 hours with complete industrial equipment specifications and metallurgical consultation.