


1 / 4
| Parameter | Specification Details |
|---|---|
| Mode | PT16013-HQ |
| Main Arc | Water-electricity integration |
| Tungsten Electrode - Workpiece | Negative - Positive |
| Mode of Tungsten | 3.2 |
| Arc Voltage | 90V |
| Welding Current | 3-160A (80% temporary load rate) |
| Pilot Arc | Water-electricity integration |
| Tungsten - Nozzle | Negative - Positive |
| Pilot Arc Current | 3-20A (100% temporary load rate) |
| Mode Powder Feeding | Aggregate |
| Volume Powder Feeding | Max. 50g/Min |
| Gas Powder Feeding | 1.0-3.0L/min |
| Type Powder | Alloy Powder |
| Size Powder | 70-200um |
| Passage Powder Feeding | Single gas passage |
| Cooling | Circular cooling |
| Ion Gas | 0.5-6L/min |
| Shield Gas | 5-25L/min |
| Nozzle Cooling | Water cooling directly |
| Diameter Nozzle | 2.8 mm |
| Length Cable | 4 m (customized available) |
The performance of the surfacing gun greatly affects the deposition rate, powder utilization rate, surfacing layer quality, and process stability. This surfacing gun body is made of one piece of die-casting, which has better insulation and sealing, ensuring high stability and safety during the surfacing process.
Consists of three parts: the upper gun body (secures the tungsten electrode and connects water/electric connectors), the lower gun body (secures the nozzle, forms the water cooling cavity, and connects lines), and the insulator. The protective gas completes gas diffusion internally to form uniform protection, while the independent powder feeding pipeline ensures a smooth, non-clogging system.
Provides high performance, high surfacing welding efficiency, excellent quality post-welding, and extended nozzle life. The unit is convenient to operate, easy to replace, small, flexible, and adaptable for manual, semi-automatic, and automatic welding processes.
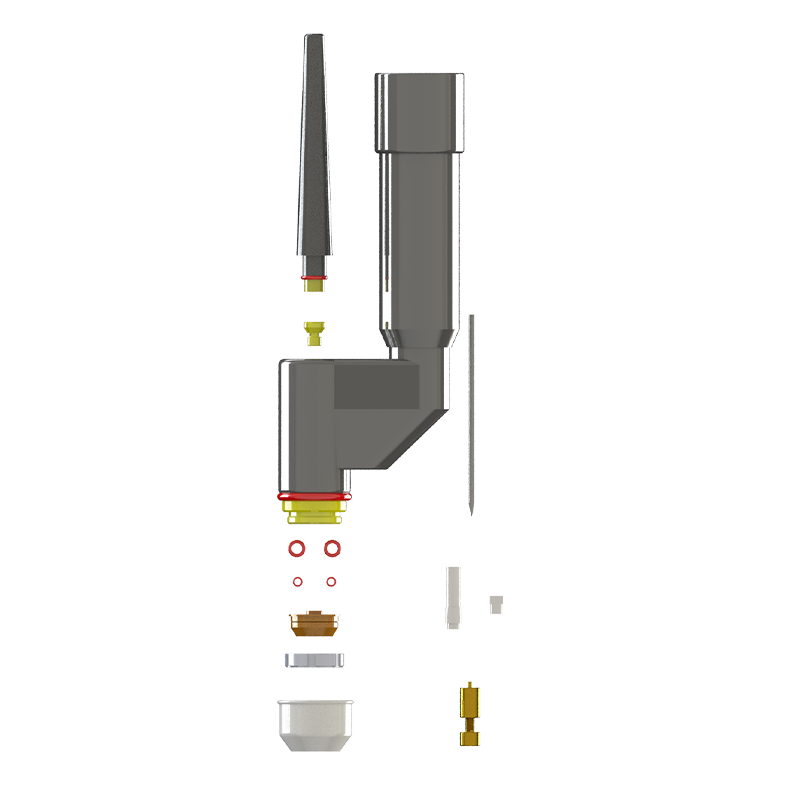
The structured components of the plasma surfacing gun assembly include the following parts:
The 160A plasma surfacing gun consists of the upper gun body (which holds the tungsten electrode and connects water/electric components), the lower gun body (which secures the nozzle, forms the water cooling cavity, and connects various lines), and the insulator which connects and insulates the upper and lower bodies.
Due to its small, flexible, and convenient design, the surfacing gun is highly versatile and can be used for manual, semi-automatic, and automatic welding operations.
The gun is designed for alloy powder with a particle size range of 70-200um. The maximum powder feeding volume is 50g/Min.
The lower gun body constitutes a direct water cooling cavity for the nozzle, utilizing circular direct water cooling to prolong the nozzle's service life.
The arc voltage is 90V. The welding current capacity is 3-160A with an 80% temporary load rate, and the pilot arc current is 3-20A with a 100% temporary load rate.









